




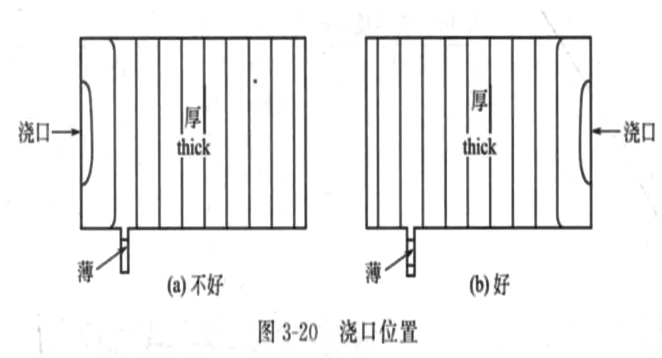
如图所示:
进胶点应该从肉厚的区域向肉薄的区域进胶,这样的话将肉厚的区域充填完成后,自动充填肉薄的区域,
如果进胶点从肉薄的一侧进胶,当充填完成肉厚的区域,而厚肉与肉薄相交互的胶将会冷却掉,造成肉薄的区域无法充填。
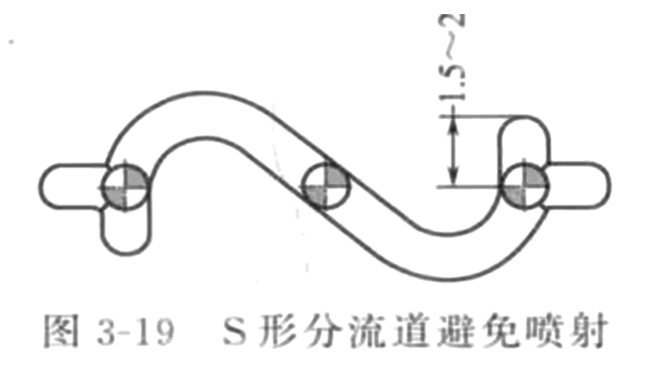
如图所示:
S型流道进胶,有效解决了进胶点流痕的问题,而且已避免了进胶口附近产生喷射纹的现象。
特别是PMMA、PS、PC料进胶时,一定要采用型流道进胶,有效防止进胶口附近气纹或料花的问题。
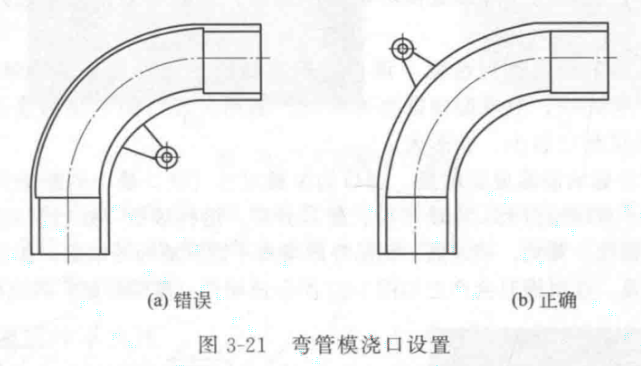
如图所示,弯管形状的产品,需要从弯管侧面进胶,有效解决了进胶阻力的问题,并且有效解决了注射压力的分解,型芯没有产生偏移,整体的注塑肉厚也比较均匀。
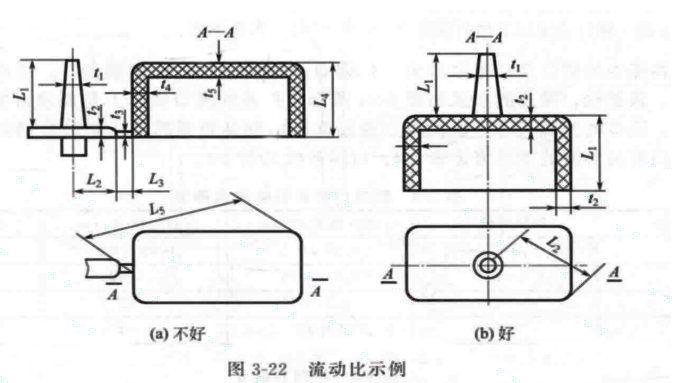
如图所示:
当塑料的流长比接近L5的情况下,如果从侧进胶时,会造成产品末端压力损失效大,保压压力无法均匀,会造成产品收缩不匀所影起的变形,建议还是从中心进胶,让材料充填均匀,压力也损失最小。
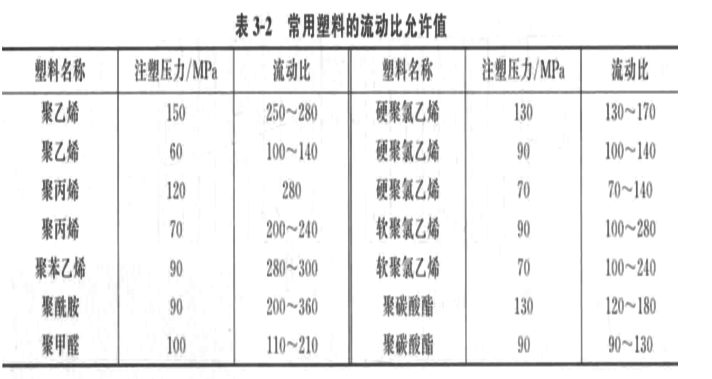
如图所示:
常用塑料的流动比值:

")
")
")
")