




塑胶开模是塑料制品批量成型的关键环节,其技术要求直接决定了模具的成型精度、使用寿命以及后续产品质量。以下是塑胶开模过程中必须严格把控的主要技术要求:
一、模具结构设计要求
1. 分型面选择合理
确保产品能顺利脱模;
避免产品有飞边、错位;
兼顾模具强度与加工难度。
2. 脱模机构设计精准
包括顶针、斜顶、推板等;
脱模力分布均匀,防止产品变形;
运动结构不能干涉或卡滞。
3. 流道与浇口设计合理
主流道、分流道、浇口位置科学;
保证熔胶流动平衡;
避免夹气、短射、烧焦等问题。
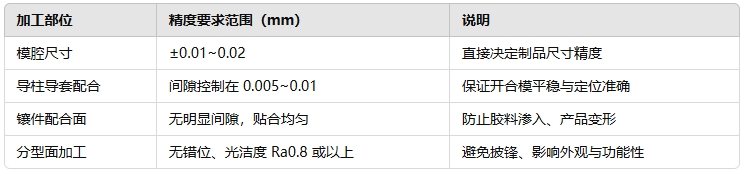
二、模具加工精度要求
三、模具材料与热处理要求
1. 材料选择
常用材料有 P20、718、NAK80、H13、S136 等,需根据产品特点选择相应硬度、耐腐蚀性或镜面加工性能的钢材。
2. 热处理工艺
模芯与动定模需进行淬火、回火;
控制热处理变形,确保模具精度;
表面可做氮化、镀铬等处理,提升耐磨性与抗腐蚀能力。
四、注塑工艺匹配性要求
模具设计必须考虑后续注塑机和工艺的配合:
锁模力匹配:模具受力不能超出注塑机锁模力上限;
开模行程控制:模具开合不干涉、不变形;
冷却系统科学:模具内部布置合理水路,确保冷却均匀、缩短成型周期;
模温控制:高精度产品需配备独立温控系统,防止热胀冷缩误差。
五、表面质量与细节处理
模腔表面需按产品要求抛光或蚀纹;
镜面件要求达到 Ra0.2 或更高;
滑块、斜顶位置润滑通畅、磨损可控;
无死角积料区,防止积碳、溢料。
六、试模与修模调整能力
高质量的开模流程还需具备良好的试模能力:
首模出样即需达到70%以上的匹配度;
模具结构便于拆装和局部修复;
模具设计阶段预留调整空间;
修模周期短,响应效率高。
七、安全与使用寿命要求
动作件限位可靠,防止误操作损模;
模具平均使用寿命在50万~100万次以上;
热流道模具电路、水路布局整齐、安全;
模具操作流程配套说明文件齐全。
✅ 塑胶开模的技术核心在于“结构合理 + 精度到位 + 工艺匹配”
一个高水平的塑胶模具,不仅是设计图纸的呈现,更是技术整合能力的体现。它连接产品设计与批量制造的中枢地带,是实现规模化生产的关键技术壁垒。
如果你需要进一步了解模具设计图、加工工艺图、行业报价结构等,我也可以为你继续梳理。需要哪一部分,随时告诉我!
")
")
")
")