 返回
返回 首页
首页 导航
导航塑胶模具「斜顶设计」以及注意要点
2023-04-07
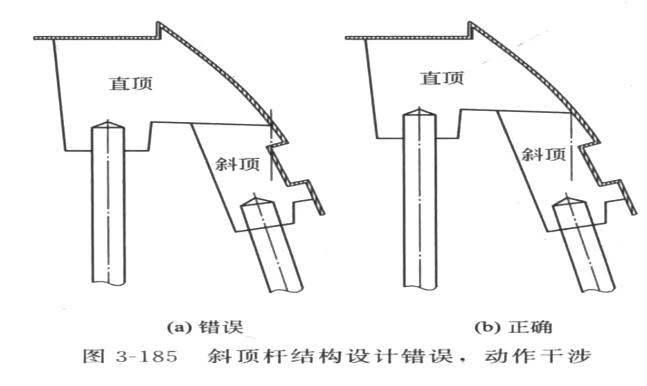
如图所示:
正常情况下斜顶直接顶出的是无法正常脱模,所有斜顶前端追加一段直顶进行辅助顶出的情况下,就可以正常脱模了。
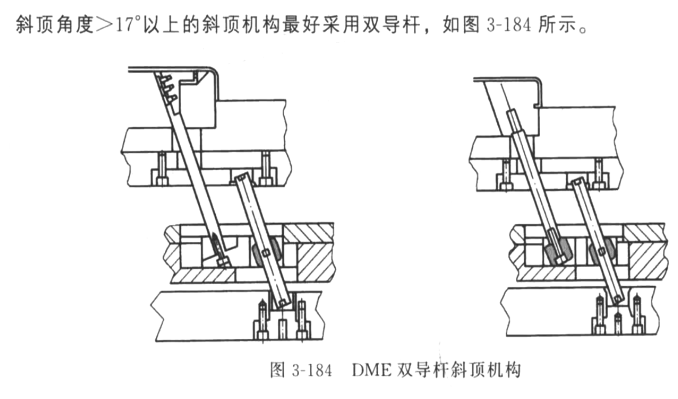
如图所示:
当斜顶的角度大于17度的情况下,最好采用双导杆,因为当斜度大于17度时,斜顶在顶出过程中受力很大,在量产中易卡死,所以采用双导杆进行受力分解,达到更稳定的量产。
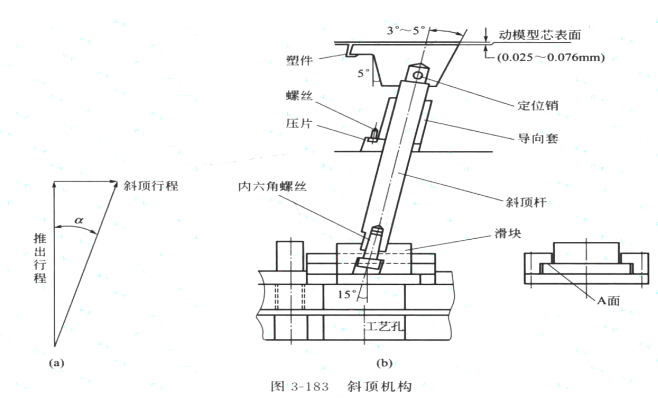
如图所示:
斜顶的常用角度为3~15°,常用角度5~8°为最佳。
特别是斜顶比较大的情况下,可以采用导杆+导向的结构,这样不但优化斜顶加工量,同时也保证的斜顶量产中的稳定性。
正常情况下,导向材质:青铜+石墨 ,起到了很好的导向并自润滑的效果。
当斜顶采用胶位面+导杆的情况下,斜顶最好采用3面斜面来封胶,特别是与斜顶角度退出方向面的斜度=导杆角度+3~5度。
如图所示:
斜顶设计参数与避空参数,在有空间的情况下,避空最好控制在单边2.0mm,
重点:以斜顶运动的状态来模拟避空状态。
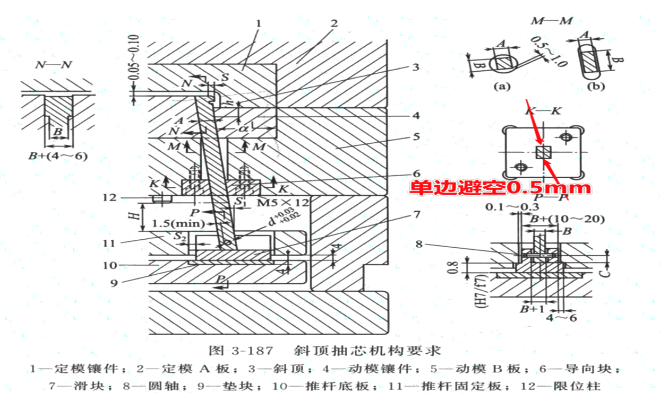
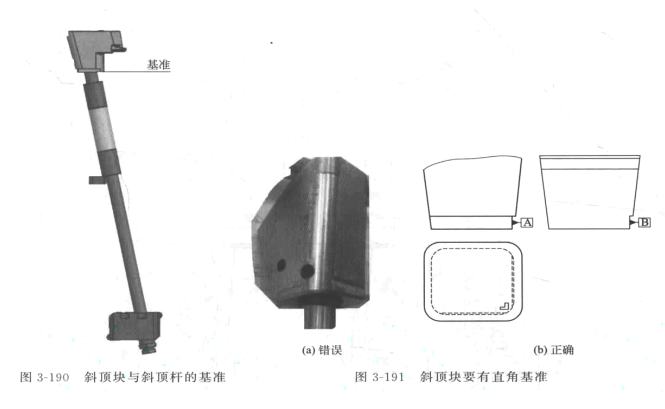
如图所示:斜顶的基准面的设计原则。
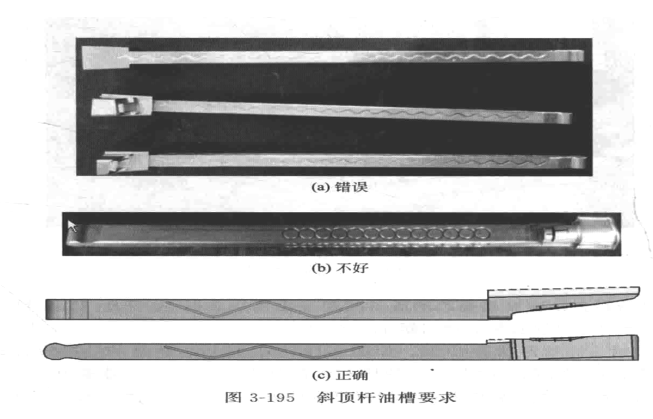
如图所示:斜顶杆开油槽的正确样式。
斜顶设计注意事项:
1,要求高的卡扣位时,斜顶需要做台阶限位;
2,斜顶在设计过程中需要设计基准面,方便取数与检测;
3,为了防止斜顶面铲胶,斜顶顶面区域做加胶0.03~0.05mm;
4,为了确保斜顶的刚性与韧性,正常情况下材质选用FDAC,表面氮化处理;
5,斜顶的材质要与动、定模仁材质不一样;
6,斜顶导向块+斜顶座材质也要与斜顶的材质不一样。
上一篇:热流道对塑胶模具有哪些作用?
下一篇:塑料模具的开模费用一般要多少?
推荐阅读
- 医疗器械外壳模具:如何实现高精度与高洁净度的制造?
- 汽车尾灯模具:如何从设计到制造实现高精度与高品质?
- 橡胶模具该怎么选?从成型原理到排气细节
- 塑胶模具厂家如何选择?从设计到生产的全流程解析
- 通信模具关键要点
- 橡胶模具全解
- 电器注塑模具怎么选、怎么用才更可靠?
- 开一套塑料模具要花多少钱?
- 塑胶开模有哪些关键环节与注意事项?
- 塑胶开模从试模到量产的常见问题与解决方案
- 排水管道塑胶模具的应用与制造解析
- 计算机外壳模具,如何定义电脑硬件的外在形态?
- 塑胶开模工艺全攻略
- 金属探测器外壳模具解析
- 塑胶模具在现代制造业中的核心作用是什么?
- 电器塑胶模具
- 塑胶开模究竟有哪些关键步骤和注意事项?
- 塑胶模具怎么报价?
- 塑胶模具厂家怎么选?一文看懂选型、实力与行业全貌
- 解析ABS塑胶模具的特性与工艺