 返回
返回 首页
首页 导航
导航汽车尾灯模具:如何从设计到制造实现高精度与高品质?
2025-09-11
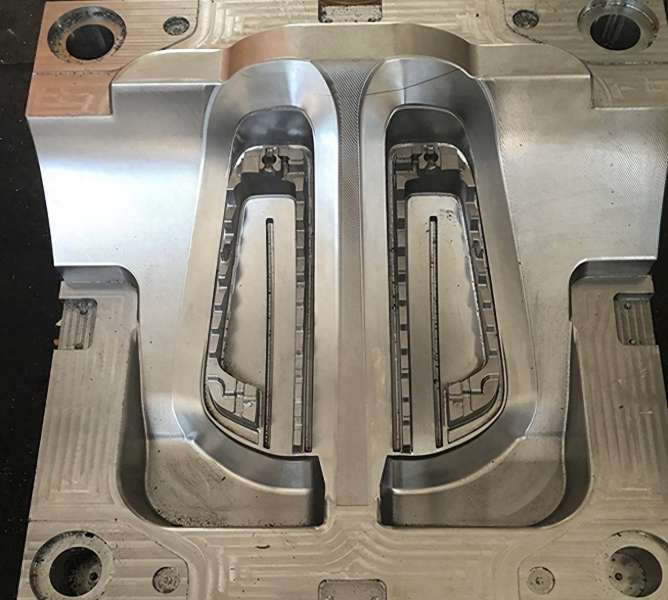
汽车的尾灯不只是照明和信号装置,更是整车设计的重要元素。它既要满足安全法规,又要契合整车外观的设计风格。而支撑这一切的基础,就是汽车尾灯模具。那么,尾灯模具到底是如何设计与制造的?它的难点在哪里?下面从多个角度来系统解析。
一、汽车尾灯模具的特殊性
外观要求高
尾灯罩多为透明或半透明材料(PC、PMMA),对外观光学性能要求极高,任何流痕、熔接线、缩痕都会影响透光率与视觉效果。
尺寸精度严格
尾灯涉及到与车身钣金件、保险杠等的装配,公差要求严苛,需保证拼缝均匀、无错位。
产品复杂性强
现代尾灯多为立体曲面设计,带有光导、反射杯、灯罩组合,模具结构复杂,镶件多,制造精度要求高。
二、设计阶段的关键考虑
1. 产品分析与DFM
壁厚控制:保证光学性能和力学性能均衡,避免过厚导致缩痕,过薄影响强度。
拔模斜度:透明件至少1°以上,避免脱模拉伤。
装配接口:螺钉孔、卡扣、密封槽要考虑模具分型与抽芯。
2. 模具结构设计
分型面选择:一般沿尾灯罩边界设计,既保证外观完整,又利于排气。
浇注系统:多采用热流道,保证透明件充填平衡,减少水口痕。
排气设计:在熔接线位置、末端流动区布置排气槽,避免气纹和烧焦。
冷却系统:透明件对冷却均匀性要求极高,需采用密集水路甚至3D打印 conformal cooling。
3. 光学表面处理
尾灯模具型腔需进行高光抛光,表面粗糙度达到 Ra0.05μm 级别,才能保证制品透明度和光学效果。
三、制造过程的重点
1. 材料与热处理
模具钢材常用 S136、1.2344、718H 等,要求高硬度、耐腐蚀、可抛光。
热处理控制在 48–52 HRC,避免变形,保证寿命。
2. 精密加工
CNC精加工:五轴机床加工复杂曲面,保证型腔精度。
电火花加工(EDM):细节部位成型,避免刀具无法到达。
抛光与纹理:透明件需镜面抛光,反射杯区域可蚀纹处理。
3. 装配与调试
模具镶件需保证高精度配合,避免拼缝线在制品上显现。
模具装配后进行密封性检查,保证冷却系统无渗漏。
四、试模与工艺优化
试模步骤
初次试模(T0):验证流动、冷却、排气。
二次试模(T1):优化浇口位置、排气槽深度。
三次试模(T2):调整注塑工艺参数,消除缺陷。
常见缺陷与对策
气纹/熔接线:优化浇口布局,顺序阀针注塑。
缩痕:延长保压时间,加强局部冷却。
翘曲变形:模温均衡,控制冷却时间,必要时结构补强。
表面流痕:提高注射速度,控制熔体温度。
五、量产与模具维护
量产阶段
稳定工艺参数(料温、模温、注射速度、保压压力与时间)。
制定标准操作规程(SOP),保证每批次质量一致。
维护保养
每次生产后清洁模具型腔,防止残留物粘附。
定期检查冷却水路是否堵塞,导柱、导套、滑块是否磨损。
抛光面需防锈处理,避免氧化影响透明度。
六、尾灯模具的趋势与发展
复杂造型与智能光学
随着LED、激光光源的普及,尾灯模具结构更加复杂,需要更多镶件和可动机构。
多腔与高效冷却
采用 conformal cooling 技术,缩短成型周期,提高产能。
数字化与仿真
在模具设计前,利用CAE模流分析(Moldflow)模拟充填、冷却与翘曲,减少试模次数。
七、总结
汽车尾灯模具的设计与制造是一项系统工程,涵盖了产品分析、模具结构设计、光学抛光、精密制造、试模优化、量产维护等多个环节。其难点在于:
透明件的光学质量要求;
复杂三维曲面的加工精度;
装配尺寸的高一致性。
只有在设计阶段充分考虑,制造阶段严格把控,试模阶段不断优化,才能最终实现一副既满足外观,又符合功能和寿命要求的高品质模具。
推荐阅读
- ABS塑胶模具如何影响产品质量?
- ABS塑胶模具工艺,全面了解ABS塑胶模具的应用价值
- 汽车尾灯模具有多难?从透光外观到量产良率,把关键门道讲透
- 管件模具质量怎么控?尺寸、密封与表面缺陷全梳理
- 通信模具怎么选?材料、精度、寿命与成本的平衡逻辑
- 医疗外壳模具怎么做才稳?
- 医疗注塑模具有多“严”?从设计到验证一步步拆开看
- 想控好产品质量和成本?先弄懂塑胶模具
- 电器模具有多关键?一套模具撑起亿件产品
- 汽车模具到底有多重要?从一块钢到一辆车的“隐形功臣”
- 如何优化冲压模具的使用寿命?
- 医疗器械模具介绍
- 塑胶模具应力痕怎么处理
- 医疗器械外壳模具:如何实现高精度与高洁净度的制造?
- 汽车尾灯模具:如何从设计到制造实现高精度与高品质?
- 橡胶模具该怎么选?从成型原理到排气细节
- 塑胶模具厂家如何选择?从设计到生产的全流程解析
- 通信模具关键要点
- 橡胶模具全解
- 电器注塑模具怎么选、怎么用才更可靠?